5. Q & A
① そもそもATS法は何をするものか,従来法との違いは?
ATS法はレトルト殺菌のような加熱殺菌における殺菌値推算法である。これは加熱や冷却の雰囲気温
度の変化に食品の中心部温度がどのように追従するかの問題を扱う。まず初めに,F値コンピュータで採
取した予備実験の殺菌データをカーブフィッティングして4個のパラメータ求める。ATS法の場合,このパラ
メータ決定時に予備実験の雰囲気温度データを用いた中心部温度のシミュレーションも同時に完了する。
このカーブフィッティング即シミュレーションの即応性はATS法の最大の特長である。次にそのパラメータを
用いて生産運転時の任意の雰囲気温度における中心部温度をシミュレーションして殺菌値推算を行う。つ
ねに簡単かつ正確な殺菌値のシミュレーション結果が得られるのは,ATS法の特長である上記の即応性
のお陰である。Ballの数式法を筆頭とする従来法はその即応性が無いのでこのようにはゆかない。
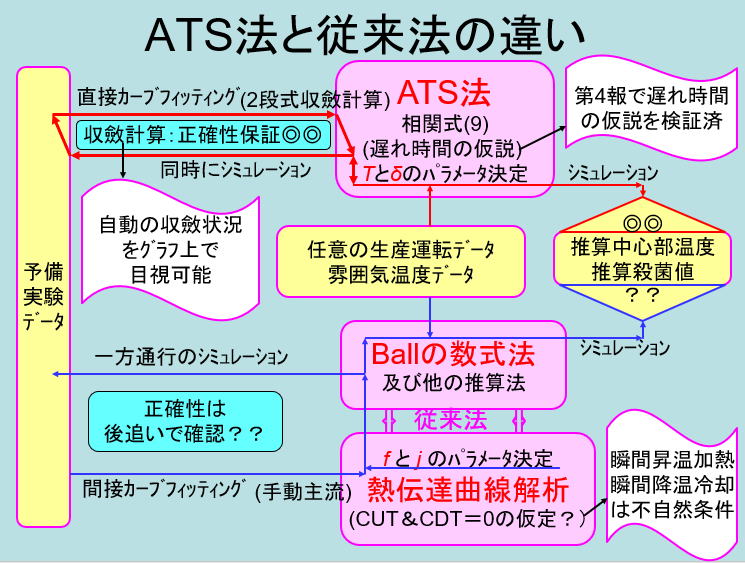
ATS法がBallの数式法を含む従来法と決定的に違うのは,パラメータf, jから解放されているところで
ある。ATS法は,パラメータτとδを含む相関式を使って,直接カーブフィッティングできるので,収斂計算
経過を見失うことがない。そして,パラメータ決定時に殺菌値の正確性は◎◎が常に確保されるので安心
である。一方従来法において,熱伝達曲線解析のfとjの決定時点では,間接カーブフィッティングのため
に正確性の確認ができていない。したがって従来法では,別途数式法などを用いて後追い確認するわけだ
が,その正確性はいつも??である。残念ながらその正確性が◎◎になる可能性はほとんどない。とにか
く手間暇かけてこのように正確性が確保できないのでは割が合わないと考える。
② なぜ,出力時間メッシュは小さくなければならないか?
また伝熱係数τはなぜ1秒基準で表示されるのか?
30sec以上の大きさだと冷却側のカーブフィッティングが困難である。それは冷却伝熱現象の速さについてゆけ
ないという意味である。とにかく3sec前後の出力時間メッシュが適切である。
既保管の30sec以上の殺菌データを解析する場合は,30→15→7.5→3.75secのデータ分割操作を薦める。
なお,会員用に殺菌データ自動分割プログラムも用意しているので利用いただきたい。
τ値は出力時間メッシュ(サンプリングサイクル)の大きさ(1~60sec)に比例して絶対値が変化します。
これまで,適切なサンプリングサイクルは上記のように3secとガイドラインを示しています。
しかし,あらゆる状況に対応するとなると一概に3secと固定することもできません
そこで,プログラムの出力表示や整理資料などはすべて1sec基準にして統一しています。
なお,オリジナルの相関式(9)にΔt を挿入すると言う議論は全くナンセンスです。
なぜなら,τ中のΔt はオリジナル式中の下付き字n と常に連動しているからです。
微小時間区分(tn - tn-1)が大きくなれば,τ値も大きくなるという理屈です。
<参考記事>
非定常伝熱では一般的にフーリエ数(Fo)という無次元数が使用されます。
その式は次のようになります。 Fo =α×t /L2
これは無次元時間という大変特殊な「無次元数」です。
この無次元数は時間とともにどんどん増えてゆくので伝熱係数ではありません。
一方,ATS方のτはこのFoを線分化したものになっていて伝熱係数です。
ATS法のτの式は次のようになります。 τ=α×Δt /L2
τ :ATS法の伝熱係数(無次元)
α :熱拡散率 (cm2/sec)
L :表面から中心部までの距離(cm)
Δt :微小時間区分(サンプリングサイクル)(sec)
③ 正確性評価が(▲▲:◎◎)以上に改善できない場合があるのはなぜか?
物性が途中で大きく変化する食品は中心部温度曲線の正確性評価が▲▲となるのは避けれない。
しかし,F値のズレ率が◎◎の正確性なので第一目的のF値の再現性は満足するため有用である。
したがってデータベースとしての価値はあり,▲▲も立派なデータベースである。
なお,加熱1段,冷却1段のプログラムだけでなく加熱多段,冷却多段プログラムも作れば容易に(◎◎:◎◎)
とすることができる。
④ 自動ATS法は,加熱1段,冷却1段のプログラムだけなのか?
加熱多段,冷却多段にすれば良いことは分かっているが費用対効果の問題があるのでATS法研究会では
まだその作成に取り組んでいない。
実際の話,レトルト食品の40%強は加熱1段,冷却1段で(◎◎:◎◎)に近い収斂結果が得られている。
断続加熱曲線を持つトマトソースやプリンの正確な中心部温度や断続冷却曲線を持つホワイトソースの正確な
最終の中心部温度が必要なら,当初発行しているExcel手動収斂計算の多段式ワークシートを使って
いただきたい。
将来,品質も考慮した最適殺菌システムを開発してゆく場合に,加熱多段,冷却多段の自動プログラムの出番
が来ると考える。
<将来多段式自動プログラムを作る時に守るべきATS法の設計思想>
1)正確性に基づく汎用性と簡易生に価値基準を置く。
2)殺菌値推算法なので殺菌値ズレ比率は(◎◎)を死守する。
3)遅れ時間δは加熱と冷却工程に各1個で計2個,伝熱係数τは加熱工程3個,冷却工程2個で計5個以内と
する。
4)相変化点となる伝熱係数τの切り替えポイントを明示のこと。
5)シミュレーションが出来ない方法は,カーブフィッティングがいくらできても殺菌値推算法ではないのでここでは
使えない。
⑤ ATS法だけで体積平均温度は出せないか?
冷却最終の中心部温度よりも冷却最終の体積平均温度を知るほうが品質管理においては実用的である。冷却
設備にクーリングタワーとチラーのどちらかを選定する場合には体積平均温度が算出できればたいへん有用で
ある。それについてはATS法の理論イメージから簡易計算法が作られている。
⑥ シミュレーション用の自動プログラムはあるのか? 我々はそれを使いたい!
すでに,完成(ATS TiFT ver 1.0.9)し無料配布されている。
⑦ カーブフィッティングが良く合うことやシミュレーションの正確性に驚いている!とのこと。
これは遅れの理論であるATS法が食品の殺菌における伝熱現象を無理なく見事に説明できているからである。
カーブフィッティングが完璧ならシミュレーションの高正確性も期待できるのは当然のことである。
この場合,正確性に加えて簡易性も高評価の要因になっていると考える。
⑧ カーブフィッティングで求めたパラメータ(τh,τc,δh,δc)にどれほどの意味があるのか?
伝導伝熱体のシリコンゴムの場合,実験値のτから分析値にほぼ一致する熱拡散率αが逆算できる。
これはATS法の理論の健全性を示していると言える。ともあれ,完璧にカーブフィッティングできるということは,
求めたパラメータも意味を持った絶対的な値と言える。
⑨ 殺菌データ解析をどのくらいやれば,食品物性が読めるようになるか?
100回もやれば伝導伝熱体か対流伝熱体か含気伝熱対体かがイメージできるようになる。
ATS法が何にでも対応できる万能な汎用型であることが理解できる。
Choi & Okosの式で熱物性が推算できると,個別包装形状も読めるようになる。
⑩ 遅れ時間(δh,δc)を150secとして収斂計算したらオーバーフローのエラーが出た?
完成した最新プログラム(ATS TiFT ver 1.0.9)では,遅れ時間の設定も不要になっている。
したがって,このような問題は起こらない。現在プログラムエラーが出るのは殺菌データが元々不良の時だけである。
⑪ ATS法開発初期の頃τを3sec基準で扱っていて,現在1sec基準にしたのはなぜか?
初期のExcelワークシートの欄が小さくて1sec基準のτの長い小数点以下の有効数値を書くのが困難で
あったため,3倍の3sec基準の短い有効数値にして欄におさめていたのが実情である。しかし,これは不合理
なことであるので,その後τが1sec基準で扱えるようすべてを改善してきている。
⑫ 加熱側のτhと冷却側のτcが異なるのはなぜか?
伝導伝熱体のシリコンゴムの場合は両側ともほぼ,一致しているのでいつも異なるわけではない。
異なる場合の原因としては,本当に物性が変化している場合がほとんどと考える。
とくに含気式の場合は極端に変化が生じる。
食品内部が均一温度に達してなくて冷却工程に移った時も値が異なってくると考える。
⑬ 伝熱係数τは温度依存性が小さいというのは本当か?
τ=αΔt/L2という式から判断している。分子のαと分母のLが共に温度依存性を持っているため,相殺
されることから温度依存性が小さいと考えている。
⑭ 遅れ時間(δ)の負数はなく,最小値は出力時間メッシュ(Δt)であるというのはなぜか?
ATS法の遅れ時間の原理に基づく概念から言っている。このほうが矛盾がない。
加熱多段,冷却多段のプログラムであれば,問題はないのだが,加熱1段,冷却1段では我慢してもらうしかない。
含気式の場合,気相中の水蒸気が瞬間的に凝縮するのでその間の温度変化が極端に速い。
なお,δ= 0 secの入力でも計算は可能である。
⑮ 蒸気式などで殺菌温度が大きく振れるとカーブフィッティングが不可能になる場合がある。
CUT後に±3℃以上殺菌温度が振れると正確な伝熱解析ができなくなることは確認済。
このような状態は蒸気式レトルトに起こり易いが,商業的にはNGな殺菌データである。
このような不良データは伝熱解析をせずに廃棄するのが正解である。
⑯ 温度センサーのキャリブレーションは絶対に必要!
ATS法はTwとTpの差からパラメータを算出するので,加熱工程終盤にTw<Tpの状態だと計算ができない。
ガイドラインに沿った定期的なキャリブレーションを行うこと。
許容誤差内ならセンサーの配置をTp≦Twとするのが望ましい。
⑰ ステップ加熱,ステップ冷却の意味が分からない?
Ballの数式法が用いるパラメータは熱伝達曲線解析から求めるのであるが,これの雰囲気温度カーブの前提
条件がそのステップ加熱,ステップ冷却である。現在は瞬時昇温加熱,瞬時降温冷却と言い替えている。
これは文字通りCUTやCDTが無い非現実的な加熱と冷却を言っている。
熱伝達曲線解析では,CUTとCDTがある場合,ゼロ点補正やDuhamelの定理を用いて修正計算をしなければ
ならない。一方,ATS法はこのステップ加熱,ステップ冷却の前提条件など全く必要としないので簡単である。
⑱ ATS法はTs =Tw で良いのか?
加熱殺菌の場合,化学工学や機械工学書に記載されているようにh≒∞が正解と考える。
これは,Ts =Twである。この場合,ATS法は問題無いが差分法では計算が合わなくなってくる。
つまり,差分法において,分析値のαを使った場合,中心部温度を計算できないという問題が生じてくる。
ATS法と差分法では熱流量の収支計算式が違っているので当然のこととも言える。
それでも差分法や有限要素法などの数理的数値計算法が加熱殺菌に使えると言う人がいる。
どうも,これまで食品殺菌ではhを本気で実験検証した人がいなかったようだ。
私は差分法や要素法の場合,これまでのhではなくてU の概念が必要ではないかと考えている。
とにかく,Bi 数が大きい食品殺菌に今のままの差分法を使用すると,正確な中心部温度が推算できない
という未知の問題に遭遇するはずである。
⑲ ATS法の将来展望は?
先の「ATS法と従来法の違い」を根拠にATS法を数式法の次世代型として食品業界へ発信してゆく考えである。
さらに,従来法は正確性や再現性を保証するカーブフィッティングが成立していないので,今後,時代の要求に
応えて高度化を図ることは出来ない。したがって,これまでの殺菌値推算法テキストの内容を大きく変更する
構想を持っている。それは任意の雰囲気温度から殺菌値を推算する部分つまり,「数式法」から「ATS法」への
変更である。
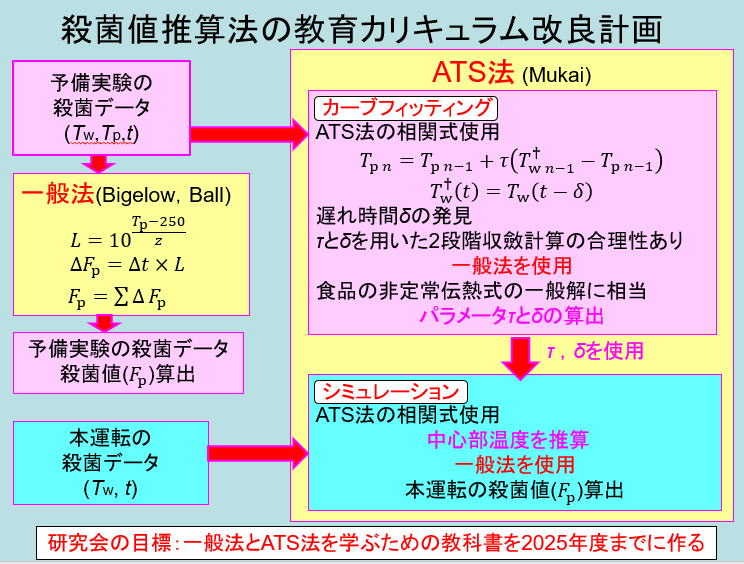
上図のようにATS法は,カーブフィッティングとシミュレーションから構成されています。
すでにATS法の中で一般法は駆使されています。
①
従来法の最大の弱点は本当のカーブフィッティングができていないことです。つまり,ATS法と比べると
それはまったく不成立だったということです。次のカーブフィッティングの意味を再度読み直してみて下さい。
<カーブフィッティングの意味>
実測雰囲気温度曲線から2個のパラメータを用いて中心部温度をシミュレーションし,実測中心部温度に重ね
合わせること。これがカーブフィッティングです。その時求まったパラメータを他殺菌データのシミュレーションに
利用します。
② 従来法は正確性や再現性を保証するカーブフィッティングが成立していないのでこれまでの殺菌技術テキ
ストの内容を大きく変更したいと考えています。
③
それはこれまでの「一般法+Ballの数式法」から「一般法+ATS法」への変更です。
④ 不完全なパラメータでいくら形を変えてシミュレーションをしても不完全な結果が得られるだけです。
数式法(Ballの実験式),Hayakawaの方法(独自の実験式),Teixeiraの方法(有限差分法)など皆しかりです。
⑤ これは理論の構造的欠陥ですから修正や改善の施しようがありません。
⑥ 現に今まで修正や改善に多大のエネルギーが使われてきていますが難しくなるばかりでほとんど効果が
上がっていません。
⑦ 一方,ATS法が簡便性と正確性に優れているのは,完全なカーブフィッティングが出来ているからです。
⑧ 局所と全体の収斂操作を効果的に組み合わせて完全なカーブフィッティングが出来るように
工夫がなされています。
⑨ なお,ATS法の結果から,食品の加熱殺菌における伝熱解析には,2パラメータ方式のカーブフィッティング
が最適と言えます。
次に下記のどのページに移るか選択下さい。
最初の<ATS method>へ戻る
to 1. Guidance to the ATS method
to 2. Theory & Use
to 3. Difference in Principle
to 4. Latest News & Public Data
from 5. Q&A
to 6. Overview & History